
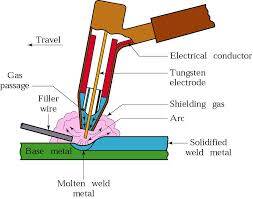
 Kaynak için gerekli olan ısının, tükenen elektrod ile parça arasında oluşan ark vasıtasıyla oluştuğu kaynak yöntemine denir. Kaynak bölgesine sürekli olarak sürülen tel elektrod ergiyerek kaynak metalini oluşturur. İş parçasının kaynağa yakın olan bölgeleri, atmosferin zararlı etkilerinden karışım gazlar tarafından korunur.
Kaynak için gerekli olan ısının, tükenen elektrod ile parça arasında oluşan ark vasıtasıyla oluştuğu kaynak yöntemine denir. Kaynak bölgesine sürekli olarak sürülen tel elektrod ergiyerek kaynak metalini oluşturur. İş parçasının kaynağa yakın olan bölgeleri, atmosferin zararlı etkilerinden karışım gazlar tarafından korunur.
Gazaltı ark kaynağında çeşitli sorunlar ile karşılaşılır. Bunlar; gözenek, kenar yanığı ve yetersiz erime, aşırı sıçrama, aşırı ve yetersiz nüfuziyet, tel besleme sorunları kuş gözü ve geri yanmadır.
Gözenek; kaynak metalinde hapsolmuş küçük bir gaz cebidir. Kaynak dikişinin tüm boyunda ya da belirli bir noktasında görülebilir. Gözenek oluşumunun en temel nedeni yetersiz gaz korumasıdır. Regülatör/flowmetredeki gaz debisinin kontrol edilmesi gerekir. Hortum ve torcu gaz kaçakları kontrol edilmelidir. Arkın çevresinde oluşan aşırı hava akımı var ise yok edilmelidir. Eğer kaynak dışarıda yapılıyorsa uygun boyda perdeler kullanılmalıdır. Kirli bir is parçası da gözeneğe neden olabilir. Kaynağa başlamadan önce mutlaka iş parçası temizlenmelidir.
Kenar yanığı ve yetersiz erime; kaynak dikişinin kenarındaki ana malzeme oyuk seklinde erir ve kaynak metali bu kısmı yeteri kadar dolduramazsa kenar yanığı ortaya çıkar. Bu süreksizlik, kenar dikişi kenarında zayıf bir bölge yaratır ve çatlamaya neden olur. Bu sorunu gidermek için, kaynak akımı azaltılmalı, kaynak gerilimi düşürülmeli ve torç açısı ayarlanmalıdır. İlerleme hızı ise azaltılmalıdır.
Kaynak dikişinin esas metali veya önceki pasoları tamamen eritmeyerek kaynayamamasına yetersiz erime denmektedir. Kaynak metali torç açısının yanlış olmasından dolayı arkın önüne geçer. Bunu önlemek için ark kaynak banyosunun ön kenarına yöneltilmeli ve düsey eksenle ile 0-15 derece açı oluşturulmalıdır. İlerleme hızı veya akım arttırılmalıdır.
Aşırı sıçrama, erimiş kaynak banyosundan metalin fırlayarak dikişin etrafına sıçraması ve soğuduktan sonra katı parçacıklar şeklinde iş parçasına yapışmasına denir. Çok pasolu kaynaklarda yetersiz erimeye neden olur. Ayrıca kötü bir dikiş görüntüsüne neden olur. Sıçramayı en çok arttıran neden yüksek tek besleme hızı veya gerilim ayarı ile nozul çıkışında telin çok fazla uzamasıdır. Ayrıca iş parçasının kirli olması da aşırı sıçramaya neden olabilir. Temiz ve kuru tel kullanıldığından emin olunmalıdır, koruyucu gaz miktarı arttırılmalıdır, hava akımı azaltılmalıdır.
Aşırı ve yetersiz nüfuziyet çoğunlukla aşırı ya da yetersiz ısı girdisinden oluşur. Ana metalle kaynak metali arasındaki kaynamanın olması gerekenden daha sığ gerçekleşmiş ise yetersiz nüfuziyet tam tersi ise aşırı nüfuziyet olarak adlandırılır. Kaynak ağzı tasarımı ve hazırlığı dikişin en altına erişime izin verirken, düzgün ark karakteristiği ve doğru iş parçası-nozul arası mesafeyi de sağlamalıdır.
Tel besleme sorunları kuş gözü ve geri yanma düzensizliği tel besleme sisteminin görevini yapmaması arkın kesilmesine ve kaynak dikişinin zayıflamasına yol açar. Tel beslemesinin durmasının en bilinen şekli kuş gözü oluşumudur. Tel besleme makaralarını açarak teli torç ve spiralden çıkarıp kötü kısmı keserek bu sorun çözülebilir. Ayrıca tel besleme makaralarının uygun olduğundan emin olunmalıdır. Şartnamelerin dışına çıkmamak kaydıyla daha büyük bir tel kullanarak veya telin beslendiği mesafe kısaltılarak kuşgözü riski en aza indirile bilinir. Push-pull tipi tel besleme sistemleri de kuşgözünü önlemek için iyi bir seçenek olabilir.
Geri yanma, tel besleme hızı çok düşükse veya torç iş parçasına çok yakın tutulursa kontak memede kaynak oluşmasına denir. Tel besleme hızı ve iş parçası torç mesafesinin arttırılması bu sorunun çözümü olabilir.
Kaynakça:
Kaynak Teknolojisi Kitabı
Yazar: Meltem Yıldırım